





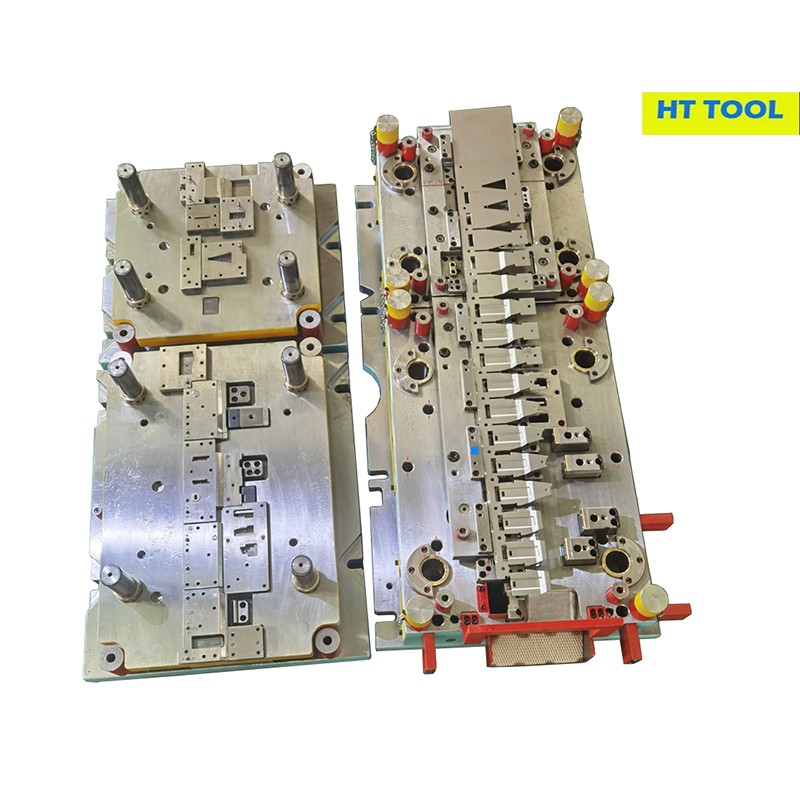
Herramienta compuesta y herramienta progresiva
Tamaño del producto: 2500L*700W*550H
Material: acero al carbono, acero inoxidable, placa de aluminio, latón, cobre o chapa galvanizada, etc.
Descripción de productos
|
Nombre del producto |
Herramienta compuesta y herramienta progresiva |
|
Número de artículo. |
HTSD-004 |
|
Tamaño del producto |
2500L*700W*550H |
|
Material |
Acero al carbono, acero inoxidable, placa de aluminio, latón, cobre o chapa galvanizada, etc. |
|
Espesor del material |
0.5-8mm o personalizado |
|
Tratamiento superficial |
Galvanizado, recubrimiento en polvo, pintura, pulido, cepillado, cromado, anodizado, arenado, etc. |
|
Equipos de mecanizado |
CNC, electroerosión, Argie Charmilles, fresadora, 3DCMM, |
|
Método del logotipo |
Grabado láser, grabado CNC |
|
Aplicación industrial |
Automoción, electrodomésticos, electrónica, aeroespacial |
|
Embalaje |
Caja de madera o a pedido |
|
Instalación de pruebas |
Máquina de medición de tres coordenadas, micrómetro, calibrador, escáner 3D. |
|
Capacidad de producción |
150 juegos al año |
Introducción de herramienta compuesta y herramienta progresiva:
Los troqueles de estampado compuestos se fabrican con la ayuda de un diseño de troquel compuesto. Este troquel está diseñado para realizar varias tareas con cada golpe de prensa y se utiliza para operaciones de corte como corte y perforación. Debido a su capacidad para realizar tareas más rápidamente que los troqueles de estampado simples, los troqueles de estampado compuestos son más apropiados para trabajos complejos o difíciles.
El estampado de herramientas progresivo es ideal para tiradas de producción largas debido a su alta repetibilidad. En este método de estampado de metal se utiliza una sola máquina con múltiples estaciones de troquelado. Cada estación donde se realiza una operación de estampado mueve automáticamente una tira metálica de material en bruto. A continuación, como último paso, se debe cortar la pieza terminada de la tira.


Herramienta compuesta y proceso de herramienta progresiva
La herramienta compuesta y la herramienta progresiva ofrecen un método rentable y eficiente para producir tiradas de gran volumen mediante la utilización de un troquel progresivo. El troquel contiene varias estaciones de estampado que realizan operaciones de formado únicas a medida que una tira de chapa metálica pasa a través de la máquina. Combinar las herramientas de estampado necesarias en un juego de troqueles mejora la eficiencia del proyecto de estampado.
Los siguientes componentes son esenciales para un dado progresivo:
❆Juego de troqueles
❆Botones de matriz (bujes)
❆Puñetazos
❆ Portapunzones
❆Placa (sección)
❆Alfileres
❆Liquidación de babosas
❆Stripper
La herramienta compuesta y la progresiva también pueden incluir características como sub-revestimientos, bloques de tope, correderas o sensores. El objetivo principal de estos componentes es garantizar una manipulación precisa del material.
La estampación progresiva de metales sigue estos pasos:
La matriz progresiva se coloca dentro de una prensa de estampado alternativo.
La prensa se mueve hacia arriba, trayendo consigo el troquel superior y permitiendo que la tira de metal entre en el equipo.
Cuando la prensa se mueve hacia abajo, el troquel se cierra para ejecutar la operación de estampado.
Una pieza terminada se libera del troquel con cada golpe de la prensa.
La estación de corte final separa las piezas terminadas de la cinta transportadora.
Nuestros Servicios
Análisis CAE:El análisis CAE preciso ayuda a mejorar la calidad de las piezas y optimizar el troquel de transferencia de estampado de metal progresivo y otros procesos de herramientas de estampado. La ingeniería simultánea, la revisión del diseño del producto y la participación temprana pueden ayudar a acortar el tiempo de entrega del proyecto. Este es un ejemplo de nuestra simulación CAE de estampado de metal progresivo:
simulación CAE

3D simulación de matriz de transferencia

Diseño de troqueles de estampación.:En el departamento de diseño de herramientas, podemos ofrecer a nuestros clientes una gama completa de servicios. Los ingenieros utilizan AUTOFORM para garantizar la fabricabilidad de los estampados y la simulación (están disponibles estudios de grietas, arrugas, rebotes, compensaciones, vídeos, etc.). Para un diseño completo de herramientas 3D/2D, nuestros diseñadores (x9) utilizan el software UG.
3D estampado de metal progresivodiseño

3D morir de transferenciadiseño

Gestión de proyectos:Para cada proyecto de estampado de metal progresivo, asignaremos un ingeniero de proyecto para gestionar todo el procedimiento desde el concepto del principio hasta la finalización perfecta. Contamos con un maravilloso equipo de gestión de proyectos, que posee una sólida formación en ingeniería y buena comunicación en inglés. Esto ayuda a que su proyecto se desarrolle sin problemas y bajo control. Mantendremos al cliente actualizado sobre la información detallada de este proyecto mediante un informe semanal y fotografías actualizadas. Es fácil para el cliente gestionar el proyecto al mismo tiempo. Proporcionaremos un alto nivel de servicio al cliente mediante la superación personal. Con solo una llamada telefónica o un correo electrónico, verá que estamos listos para atenderle en cualquier momento.

Optimización de costos de producción:Cuando trabajamos estrechamente con los clientes desde la planificación del proceso hasta el diseño de herramientas, siempre dedicamos muchos recursos y esfuerzos a maximizar las tasas de utilización del material y la carrera de prensa y minimizar el número de estaciones de herramientas mientras garantizamos la estabilidad y repetibilidad de la producción.

Fabricación de troqueles de estampación.:HT TOOL puede crear estampados metálicos progresivos internamente para satisfacer todas las necesidades de nuestros clientes. Nuestro departamento de ingeniería trabaja con nuestro talentoso personal para garantizar la calidad de sus piezas. La siguiente tabla es nuestra lista de equipos de mecanizado:
|
Número de artículo. |
Equipo |
Especificación (mm) |
CANTIDAD |
|
1 |
Máquina de prensa |
800 T(4200*1900*1200) |
1 |
|
2 |
400 T (3300*1500*750) |
1 |
|
|
3 |
200 T (2400*840*550) |
1 |
|
|
4 |
Máquina de alimentación tres en uno |
Ancho 600 mm, espesor 0,5- 4.5 mm |
1 |
|
5 |
Máquina de alimentación tres en uno |
Ancho 1200mm, espesor 0.5- 6.0mm |
1 |
|
6 |
CNC |
2500*1700*1000 |
1 |
|
1100*650*750 |
1 |
||
|
800*500*550 |
3 |
||
|
7 |
Rectificadora de superficies |
1000*600 |
1 |
|
8 |
800*400 |
1 |
|
|
9 |
Máquina rectificadora manual |
150*400 |
2 |
|
10 |
Perforadora vertical |
ф1~32 |
3 |
|
11 |
Perforadora radial |
¢1~32 |
1 |
|
12 |
¢1~50 |
1 |
|
|
13 |
Fresadora |
1150*500*500 |
2 |
|
14 |
Máquinas cortadoras de alambre normales |
800*630 |
1 |
|
15 |
500*400 |
4 |
|
|
16 |
Máquinas de corte de alambre rápido |
800*500 |
1 |
|
17 |
500*400 |
1 |
|
|
18 |
Estoma EDM |
300*200 |
1 |
|
19 |
Escáner 3D |
650*550 |
1 |
Prueba de troquel de estampación:Contamos con Prensa Mecánica desde 200T hasta 800T

Prensa mecánica 200T
Tamaño máximo de la mesa: 2400*840*550 mm

Prensa mecánica 400T
Tamaño máximo de la mesa: 3300*1500*750 mm

Prensa mecánica 800T
Tamaño máximo de la mesa: 4200*1800*1200 mm
Servicio de ventanilla única:Como fabricante profesional de estampado de metal progresivo en la industria de herramientas china con capacidad sólida y sustancial, HT Tool and Die ofrece una solución integral a los clientes mediante el diseño y la construcción de herramientas de conformado en frío y en caliente, accesorios de verificación y plantillas de soldadura en el sector automotriz global. industria.
La comparación entre matrices de estampado: simples versus compuestasmorirvs.progresivoestampado de metalesfrente a troqueles de transferencia
|
Característica |
Troquel sencillo |
Troquel compuesto o troquel combinado |
Progresivoestampado de metales |
Troquel de transferencia |
|
Operaciones |
Operación única |
Múltiples operaciones (un solo golpe). Muy limitado al diseño. |
Múltiples operaciones (secuencia). Ligeramente limitado al diseño. Algunas operaciones de dibujo complejas requerirían un troquel de transferencia. |
Múltiples operaciones (traslado entre estaciones). Cualquier proceso de operación es posible. |
|
Estaciones |
una estacion |
una estacion |
Múltiples estaciones |
Múltiples estaciones |
|
Complejidad |
Bajo |
Bajo a medio |
Alta complejidad |
Alta complejidad |
|
Prueba y configuración del molde. |
Fácil |
Difícil |
Moderado. Los módulos reducen la complejidad y aumentan la eficiencia de la configuración. |
Suele ser más fácil que el progresivo, pero requiere dispositivos de transferencia y elevación también complejos de diseñar. |
|
Eficiencia |
muy bajo |
Bajo |
muy alto |
Alto. Más lento que progresivo dadas las operaciones de transferencia requeridas. |
|
Costo |
Bajo costo de herramientas, alto costo unitario de piezas |
Costo de herramientas medio, costo unitario de pieza medio |
Alto coste de herramientas, coste unitario de pieza muy bajo |
Normalmente, herramientas y costos unitarios más altos que los progresivos. |
|
Volumen de producción |
Volumen bajo |
Volumen medio a alto |
Alto volumen (apropiado para producción en masa) |
Alto volumen (apropiado para producción en masa) |
|
Idoneidad |
Piezas simples |
Piezas simples |
Partes complejas |
Piezas más grandes y/o cóncavas, piezas complejas |
|
Tasa de utilización de materiales |
Moderado a alto |
Moderado a alto |
Moderado. La necesidad de pilotos y transportistas puede reducir la utilización de material. Un buen diseño puede reducir en gran medida la chatarra producida. |
Moderado a alto |
|
Operación de supresión |
1 golpe |
1 golpe |
la ultima operacion |
la primera operacion |
Herramienta compuesta y herramienta progresiva Aplicación:

Envío y paquete para herramienta compuesta y herramienta progresiva:

Plazo de entrega para herramienta compuesta y herramienta progresiva:
|
|
Herramienta progresiva |
Herramienta compuesta |
||||
|
plazo de entrega |
Troqueles pequeños ( Menor o igual a 1 M ) Semanas |
MedioTamaño ( 2 M-3M ) Semanas |
Grande Tamaño (3M- ) Semanas |
Scentro comercialTamaño Menor o igual a 2000 mm semanas |
Medium muere 2000-3000mm semanas |
Tamaño grande Mayor o igual a 3000mm semanas |
|
Simulación |
2 -3.5 semanas |
3.5 -5.5 semanas |
5,5 semanas |
2 -3.5 semanas |
3.5 -5.5 semanas |
6 semanas |
|
Diseño |
||||||
|
Patrón |
|
|
|
0.5 semanas |
0.5 semanas |
1 semana |
|
Fundición/acero |
0.5 -1 semanas |
1 semana |
1,5 semanas |
3 semanas |
4 semanas |
4 semanas |
|
Fabricación |
2.5 -3.5 semanas |
3.5 -5.5 semanas |
7 semanas |
2.5 -4 semanas |
3.5 - 5.5 semanas |
7 semanas |
|
Tratamiento térmico |
||||||
|
Asamblea |
3 - 4 semanas |
5 - 10 semanas |
10 semanas |
3 - 4 semanas |
5 - 10 semanas |
10 semanas |
|
Piezas cortadas con láser |
||||||
|
Fuera de piezas de herramientas |
||||||
|
Piezas correctas |
||||||
|
Librarse de alguien comprándole |
||||||
|
Total |
8 -12 semanas |
13 -22 semanas |
24 semanas |
11 -15 semanas |
16.5 -25.5 semanas |
28 semanas |
Preguntas frecuentes:
¿Cuáles son los diferentes tipos de troqueles?
✹Diferentes tipos de matrices
✹ Troquel simple.
✹ Troquel compuesto.
✹ Troquel progresivo.
✹ Troquel de transferencia.
✹ Troquel combinado.
✹Múltiples troqueles.
✹ Troquel dividido redondo.
✹ Troquel ajustable.
Definición y proceso de herramienta compuesta?
El estampado de herramientas compuesto se diferencia del estampado de herramientas progresivo en que completa múltiples operaciones, como cortar y formar, en un solo golpe. Este método es similar a un chef que realiza varias tareas de corte con un solo movimiento rápido.
Es particularmente eficaz para producir piezas planas, donde se deben agregar múltiples funciones simultáneamente. Este enfoque de un solo golpe garantiza una alta precisión y alineación, lo que lo hace ideal para piezas con una precisión dimensional suprema.
Ventajas del compuestoEstampado de herramientas?
La principal ventaja del estampado de herramientas compuestas es su precisión. Dado que se ejecutan múltiples operaciones en una sola carrera, se minimiza el riesgo de desalineación entre procesos, lo que resulta en piezas de alta precisión.
Este método también es eficaz para producir componentes planos, ya que reduce el número de golpes necesarios en comparación con otros métodos, acelerando así la producción.
Además, el estampado de herramientas compuestas tiende a generar menos material de desecho, lo que contribuye al ahorro de costos y la sostenibilidad ambiental.
Desventajas y limitacionesde herramienta compuesta
Las limitaciones del estampado de herramientas compuesto incluyen su menor velocidad de producción que el estampado de herramientas progresivo, ya que generalmente se usa para trabajos más detallados y precisos en lugar de producción en masa de alta velocidad.
Además, existen mejores métodos para piezas complejas que requieren múltiples operaciones de doblado o conformado. La complejidad y profundidad de las piezas que se pueden producir son limitadas, lo que significa que este método es más adecuado para componentes más simples y planos.
Etiqueta: herramienta compuesta y herramienta progresiva, fabricantes, proveedores, fábrica de herramientas compuestas y herramientas progresivas de China, Estampado de hardware de muebles morir, Die de estampado de alta precisión, Estampado de alta velocidad, Otros mueres de estampado de metal, Prototipo de muerte, Punzonado fascinante morir
Artículo anterior
Chapa de herramienta progresivaSiguiente artículo
matriz de estampación de alta velocidadTambién podría gustarte





Envíeconsulta